




Funktion och tillämpning
Detta är en 3-axlig manuell fräsmaskin, vanligen använd för att fräsa ett kilspår på metallplan och axlar, för att fräsa metallytor för att uppnå den erforderliga planheten inom intervallet 300*100 mm, eller för att borra hål i metall inom intervallet { {3}} mm.
KMM300 gäller huvudsakligen nedanstående bearbetningsscen på plats:
1. Reparera kilspår i roterande spindlar:
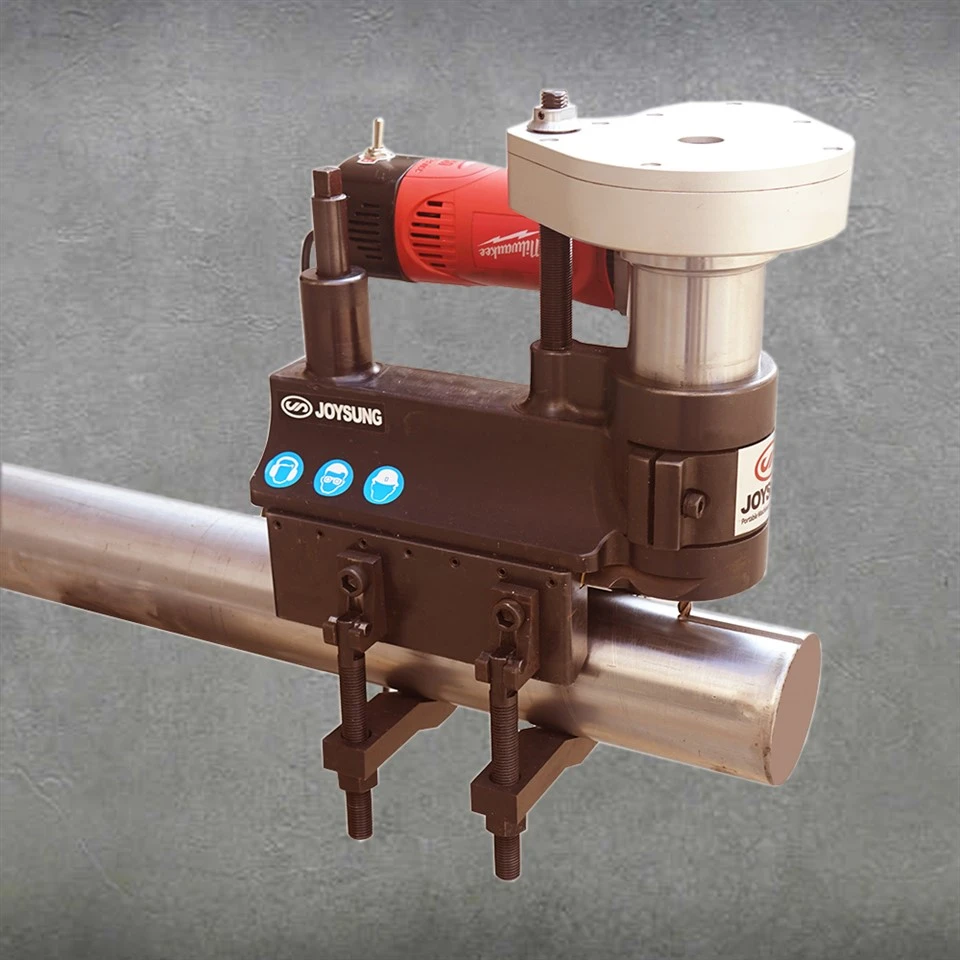
Kilspåren på vissa axlar kommer att slitas ut efter långvarig användning, vilket gör att delarna på axeln och axeln inte fixeras ihop, vilket resulterar i fel. Denna maskin är lämplig att användas för att utöka det ursprungliga dåliga kilspåret och skapa ett nytt intakt kilspår. V-formad monteringsbas gör att maskinen enkelt och tätt kan monteras på axeln.

2. Reparera kilspår i metallplan:
Kilspåren för att fästa komponenter på ett metallplan är ofta slitet, vilket gör att skarven mellan planet och komponenten lossnar och förskjuts. Särskilt stora stålplåtar, valsverksställ etc. som bearbetas på plats är obekväma att flytta till verkstaden för underhåll. Denna lilla fräsmaskin kan enkelt föras till bearbetningsplatsen för att fräsa kilspår med mycket hög precision.
3. Fräsa metallplan för att uppnå önskad planhet på metallplan:
- Spånrot av slagg: Vid svetsning av en fog från båda sidor flisar man svetsroten innan svetsning på andra sidan för att avlasta den första svetsen.


- Lägg till skiljelinje eller spår till metallblocket, anpassa metallblocket till den specifika processen.


- Ökad planhet genom fräsning, gör kontaktytan mer passform.
4. Bygg stifthål, ta bort trasiga skruvar i bulthålet och fast nyckel i kilspåren
Genom att byta ut fräsen mot en borr kan du borra perfekta stifthål i vilken metall som helst. Standardslaget på 70 mm kan också uppfylla djupkraven för de flesta stifthål. Eftersom det är en treaxlig matning kan diametern på stifthålet även justeras efter behovet av att expandera hålet. En annan viktig funktion är möjligheten att ta bort trasiga skruvar från bulthål eller en nyckel som fastnat i kilspår, fräsa ut dem och skapa nya bulthål eller kilspår.
Maskinstruktur


Maskinbas (X-axel):
X-axelns rörelse uppnås genom att vrida ledskruven som är fäst vid basen. Handratten i änden av ledskruven kan noggrant styra mängden foder. För att underlätta installationen av maskinen på de delar som behöver bearbetas, är tre olika baser utformade för att klara olika arbetsförhållanden:
1. Allmän bas: Basen är ett vanligt metallblock som kan fixeras med svetsning och bultar.
2. Magnetisk bas: Det finns en strömbrytare på sidan av den magnetiska basen. Du kan slå på och stänga av det magnetiska suget genom att vrida omkopplaren med en yttre sexkantnyckel. Det är väldigt lätt att installera. För vissa järndelar behöver du bara ställa in läget och trycka strömbrytaren till ON för att fixa det.
3. V-monteringsbas: Den V-formade basen är designad för bearbetning av axlar och består av fasta stöd och bultar. Genom bultar och fasta stöd är maskinen och axeln som ska bearbetas tätt sammankopplade.
Cantilever (Y-axel):
Ledningsskruven på Cantilever är vinkelrät mot ledskruven på basen. Genom att vrida på det andra handhjulet kan den röra sig i Y-axelns riktning med ett slag på 100 mm. Ena änden av Cantilever är där spindeln är laddad.
Spindel (Z-axel):
Spindeln är utrustad med två typer av pinnfräsar, fräs och tillhörande monteringstillbehör, med ett vertikalt slag på 70 mm.

Kraftsystem:
Att använda en 1200KW Milwaukee elmotor, kraftfull drivning, stabil uteffekt, säkerställer att bearbetningseffekten blir bättre.
F&Q
1. Hur bearbetas kilspåren?
Följande fem metoder för att skapa ett kilspår är relativt vanliga, varav fräsmetoden är den vanligaste.
- Fräsmetod
Fräsning är en vanlig bearbetningsmetod som utförs med en fräsmaskin eller CNC-fräsmaskin (KMM300 är en liten fräsmaskin som kan tas till platsen för bearbetning). Bestäm först platsen och storleken på kilspåren enligt designkraven. Välj sedan lämplig fräs och installera fräsen på fräsen. Styr bearbetningsprocessen genom att justera skärparametrar som skärhastighet, matning och skärdjup. Under bearbetning är det nödvändigt att säkerställa att den relativa positionen för verktyget och arbetsstycket är stabil för att säkerställa noggrannheten och planheten hos kilspåren. - Spårfräsningsmetod
Spårfräsning är en speciell fräsmetod lämplig för bearbetning av breda och grunda kilspår. Denna metod arbetar med ett dedikerat spårfräsverktyg. Spårfräsverktyg har flera skäreggar och kan göra flera skär samtidigt. Under bearbetningsprocessen roterar verktyget med hög hastighet för att skära spår på arbetsstyckets yta. Genom kontinuerlig skärning bildas slutligen kilspåren. Spårfräsningsmetod kan förbättra bearbetningseffektiviteten och noggrannheten. -
Hyvlingsmetod
Hyvling är en traditionell bearbetningsmetod lämplig för bearbetning av djupa och smala kilspår. Denna metod utförs med en hyvel eller CNC-hyvel. Bestäm först storleken och formen på ditt hyvlingsverktyg. Justera sedan hyvelbordet och hyvlingsverktyget för att matcha kilspårens placering och storlek. Under bearbetningsprocessen rör sig hyveln fram och tillbaka för att skära hyvelverktyget i kilspårens riktning. Efter flera hyvlingar bildas slutligen kilspåren. Hyvlingsmetoden kan uppnå högre bearbetningsnoggrannhet och ytkvalitet.
-
Sågningsmetod
Sågning är en enkel bearbetningsmetod som lämpar sig för bearbetning av grunda kilspår. Denna metod utförs med hjälp av en såg. Bestäm först storleken och formen på sågverktyget. Fäst sedan arbetsstycket på sågmaskinen och justera skärläget och riktningen. Under bearbetningen rör sig sågmaskinen fram och tillbaka för att skära arbetsstycket i kilspårets riktning. Efter flera sågsnitt bildas slutligen kilspåren. Sågmetoden är enkel att använda och lämpar sig för enkel kilspårbearbetning.
-
Laserskärningsmetod
Laserskärning är en bearbetningsmetod med hög precision som är lämplig för bearbetning av komplexa kilspår. Denna metod utförs med hjälp av en laserskärmaskin. Laserskärmaskiner kan skära arbetsstycken genom att kontrollera laserstrålens position och kraft. Under bearbetningsprocessen skär laserstrålen längs kilspårets kontur. Laserskärningsmetod kan uppnå hög precision och högeffektiv bearbetning.
2. Hur fungerar ett kilspår?
Nycklar används ofta för löstagbara anslutningar mellan axlar och transmissionsdelar på axeln för att överföra vridmoment och rörelse; de kan också spela en vägledande roll när axiell rörelse krävs mellan matchande delar. En platt nyckelkoppling består av en nyckel och ett skaft. Den består av kilspår och navkilspår; under drift överförs vridmomentet genom kontakt mellan nyckelsidan och kilspåren och navspårets sida. Keyway är spåret som placerar nyckeln, det kräver vanligtvis hög precision. När nyckeln är installerad i kilspåren, ju stramare nyckeln är, desto bättre.
3. Hur kapar man ett kilspår?
Följande fem metoder är relativt vanliga,
- Fräsmetod
- Spårfräsningsmetod
- Hyvlingsmetod
- Sågningsmetod
- Laserskärningsmetod
4. hur man bryter ett kilspår?
Broacha ett kilspår är en annan av att säga att såga kilspår, kilspårbearbetning kan göras snabbt, men noggrannheten är relativt låg.
5. Hur kapar man ett kilspår i ett schakt?
Fäst KMM300 på axeln genom den V-formade basen, installera lämplig fräs och justera fräsen till lämplig position genom handratten, sätt sedan på motorn för att fräsa.
Telefon:+86-13510467476
Kuvert:jason@joysung.com
Adress:1F, Building 13, Hejing Industrial Zone, No.87, Hexiu West Road, Fuhai Street, Shenzhen, Kina
Whatsapp:+86-13510467476
Wechat:+86-13510467476
Populära Taggar: axel kilspår byggare kilspår skär på plats tillverkare, leverantörer, fabrik, grossist, anpassad, köp, lågt pris, tillverkad i Kina